
Ploché oválne trubicesú ploché oválne v priereze (dlhá os 80-200 mm, krátka os 30-80 mm) a problémy, ako je skepenie prierezu a nadmerné húbky, sa pri rezaní pravého uhla náchylní vyskytujú. Na dosiahnutie presného spracovania sú potrebné profesionálne procesy a nástroje, aby sa zabezpečila kvalita následného zvárania alebo montáže.
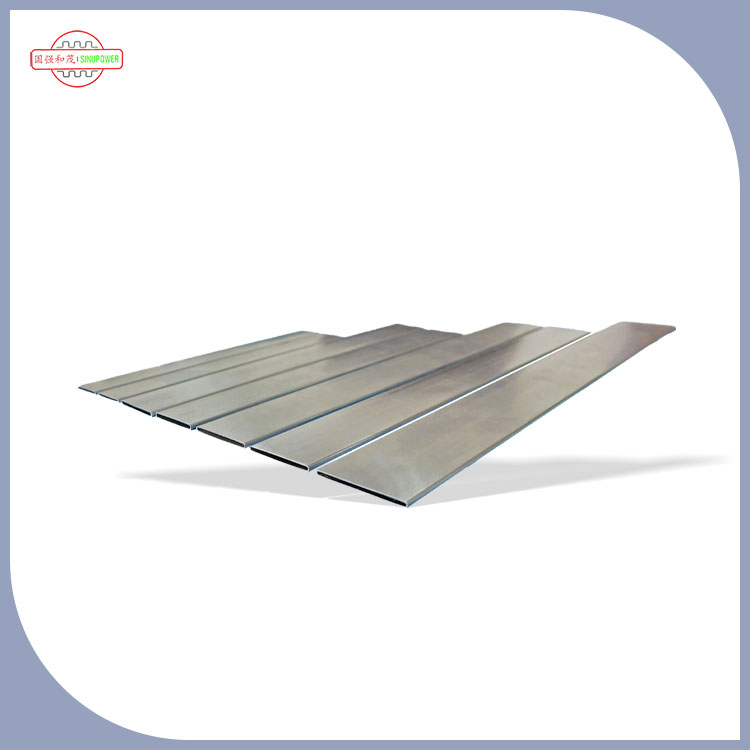
Obtiažnosť rezania sa sústreďuje na charakteristiky prierezu. Asymetrická štruktúra plochých oválnych skúmaviek sťažuje zabezpečenie presnosti pravého uhla tradičnej univerzálnej metódy. Ak je odchýlka rezného uhla väčšia ako 1 °, medzera s kĺbom butt presiahne 0,5 mm, čo ovplyvní pevnosť zvárania. Okrem toho, keď je hrúbka steny trubice (zvyčajne 2-5 mm) nerovnomerná, dochádza k miestnemu prehriatiu a deformácii. Najmä pri spracovaní materiálov z nehrdzavejúcej ocele spôsobí vytvorenie stupnice oxidu, čím sa zvýši následné náklady na brúsenie.
Výber nástrojov musí zodpovedať materiálu a špecifikáciách. Pre nízko uhlíkové oceľové ploché oválne trubice sa odporúča rezanie plazmy (prúd 80-120A) s reznou rýchlosťou 10-15 mm/s a chyba vertikálity v sekcii je možné ovládať v rámci 0,3 mm/m; Pre materiály z nehrdzavejúcej ocele sa uprednostňuje laserové rezanie (Power 500-1000W), čo realizuje bezkontaktné spracovanie prostredníctvom vysokoenergetických svetelných lúčov prenášaných optickými vláknami s zónou ovplyvnenou teplom, aby sa predišlo intergranulárnej korózii. Tenkostenné trubice (hrúbka <3 mm) môžu používať rezanie drôtov CNC s presnosťou ± 0,01 mm, čo je vhodné na spracovanie presných komponentov.
Prevádzkový proces sa zameriava na umiestnenie a nastavenie parametrov. Pred rezaním musia byť potrubné armatúry fixované príslušenstvom, aby sa zabezpečilo, že rezanie potrubia je kolmé na os (odchýlka ≤0,5 °), a upínacia sila svietidla sa reguluje pri 5 až 10 mPa, aby sa zabránilo deformácii; Počas rezania plazmy sa dýza udržiava 3 až 5 mm od steny potrubia a tlak plynu (vzduch alebo dusík) je nastavený na 0,6-0,8 mPa, aby sa zabránilo divergencii oblúka; Laserové rezanie je potrebné upraviť polohu zaostrenia podľa hrúbky steny a zaostrenie silných stien je upravené až na 1/3 steny potrubia, aby sa zlepšilo prenikanie rezania.
Následné spracovanie ovplyvňuje konečnú kvalitu. Po rezaní je potrebná uhlová mlynček (s brúseným kolesom s rozlíšením 120), aby sa odstránili roviny, aby sa dosiahla drsnosť prierezu RA <122,5 μm; Potrubia z nehrdzavejúcej ocele sa musia pasivovať (ponorené do roztoku kyseliny dusičnej po dobu 10-15 minút), aby sa zabránilo hrdze pri rezaní. V prípade scén s vysokými presnými požiadavkami (napríklad zostava výfukových potrubí automobilov) musí byť odchýlka pravého uhla detegovaný trojkolesovým meracím prístrojom, aby sa zabezpečilo, že spĺňa tolerančný štandard ± 0,1 °.
Rezanie pravého uhla na fLAT oválne trubiceVyžaduje sa zváženie výkonnosti zariadenia a podrobnosti o procese. Prostredníctvom presného umiestnenia, optimalizácie parametrov a následného spracovania je možné dosiahnuť hladký prierez a presný efekt spracovania uhla, čo poskytuje základnú záruku tesnenia a štrukturálnej pevnosti spojenia potrubia.